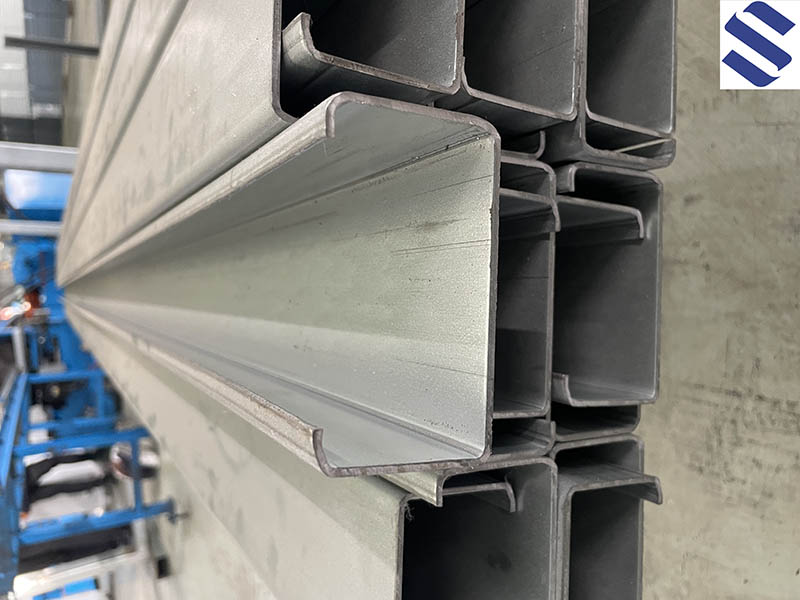
Günəş pv mötərizə rulonu formalaşdırma maşını
Bu maşın xammal kimi sinklənmiş polad və ya soyuq yayılmış poladdan istifadə edərək, müəyyən forma və ölçüdə AC kanal profilinə çevirmək üçün bir sıra addımlar atır.
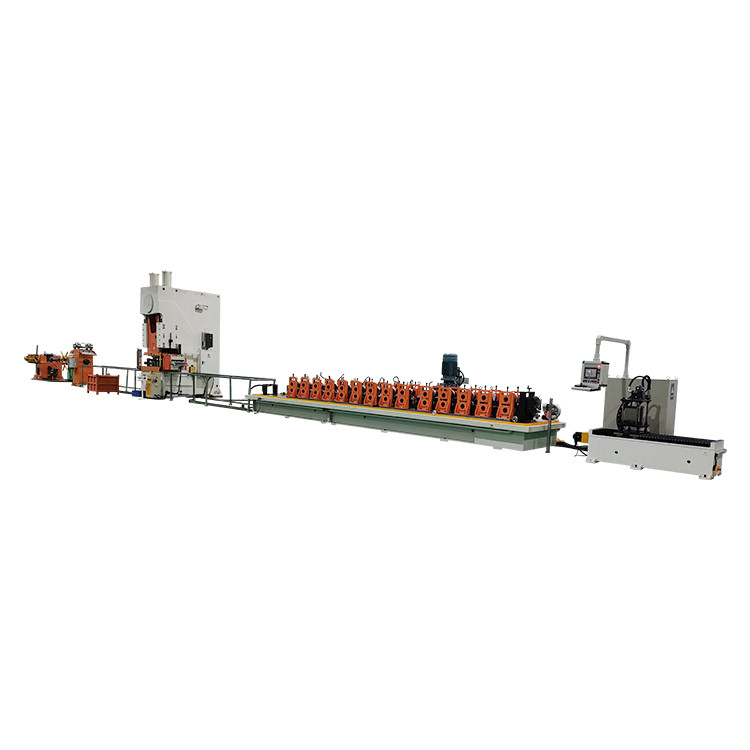
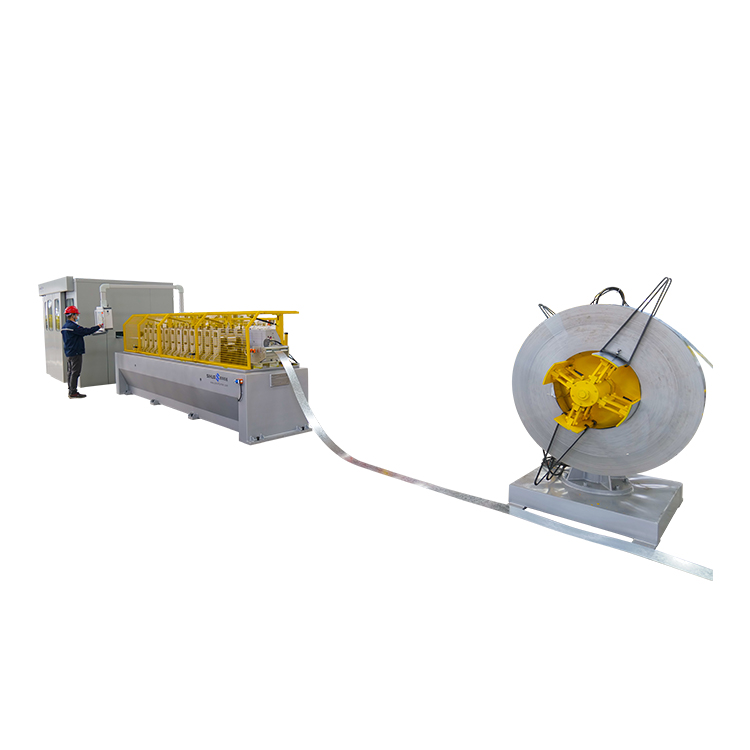
Formalaşdırma mərhələləri cihazlarına dekoiler, qidalandırma və düzəldici cihaz, deşici cihaz, əsas formalaşdırma diyircəyi, hidravlik kəsici daxildir.
İnverter motor sürətini, PLC sistemi isə uzunluğu və miqdarı avtomatik olaraq idarə edir.
Buna görə də, maşın soyuq rulon əmələ gətirmə sənayesi üçün ideal avadanlıq olan davamlı avtomatik istehsala nail olur.
| Profil materialı | A) Sinklənmiş zolaq | Qalınlıq (MM): 1.5-2.5 mm |
| B) Qara zolaq | ||
| C) Karbon zolağı | ||
| Məhsuldarlıq gücü | 250 - 550 Mpa | |
| Dartılma gərginliyi | G250 Mpa-G550 Mpa | |
| istehsal xəttinin hissələri | Könüllü seçim | |
| Formalaşdırma stansiyası | 18-20 addım (müştərilərin rəsm çəkməsinə qədər) | |
| Əsas maşın mühərriki markası | TECO/ABB/Siemens | SEW |
| Sürücülük sistemi | Sürət qutusu sürücüsü | * Sürət qutusu sürücüsü |
| Formalaşdırma sürəti | 10-15 m/dəq | 20-35 m/dəq |
| Roliklərin materialı | CR12MOV (dongbei polad) | Cr12mov (dongbei polad) |
| Tezlik dəyişdiricisinin markası | YASKAWA | SEW |
| PLC markası | Mitsubishi | * Siemens (İsteğe bağlı) |
| Kəsmə sistemi | SIHUA (İtaliyadan idxal) | SIHUA (İtaliyadan idxal) |
Struktur kanal rulonu əmələ gətirmə maşınının tətbiqi
İstehsal prosesi: De-coiler → qol və qidalandırıcı → pres maşını (zərb alətləri ehtiva edir) → rulon formalaşdırma profili → kəsmə masası → qablaşdırma masası (hidravlik sistem verilən güc) bütün hissələr elektrik idarəetmə sistemi ilə idarə olunurdu.
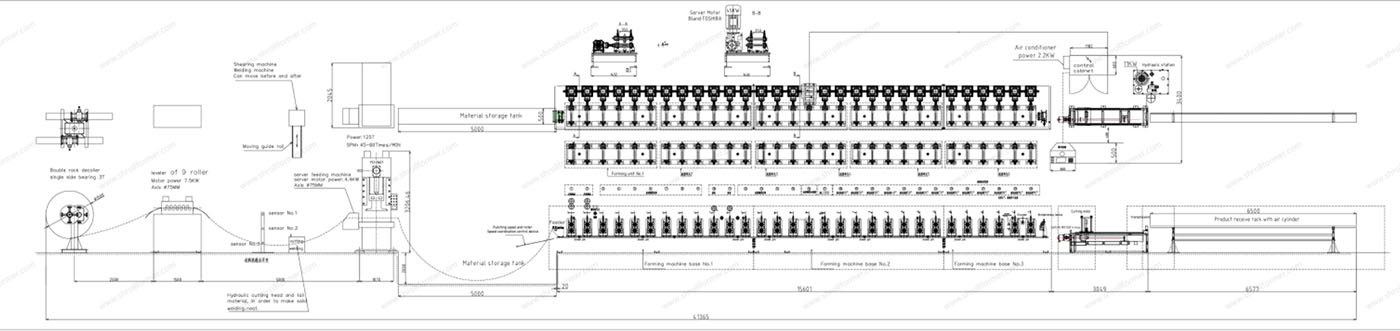

Struktur kanal rulon formalaşdırma maşınının düzəldicisi.

Yangli tutumu 125 ton YANGLI JH21-125.
C 38*40 rulon formalaşdıran maşın Məhsul sürəti dəqiqədə 30-50 m.

Yığma masası 6.5 m.

1. Kodlayıcı: OMRON (Yapon markası)
2. Tezlik mühərriki: 45KW (NIDEC)YAPONİYA
3. PLC: MITSUBISHI (Yapon markası)
4. İnsan interfeysi: KINCO
5. Röle: OMRON (Yapon markası)